+604 332 2335
sales@professional-tools.com
+604 332 2335
sales@professional-tools.com

Professional Tools & Dies Sdn Bhd (PTD) provides structural foam injection molding as a specialised service under its precision plastic injection molding capabilities in Butterworth, Penang.
This process is the preferred solution for large, thick-walled plastic parts that require high rigidity without excessive weight, parts that conventional injection molding cannot economically or structurally produce at scale.
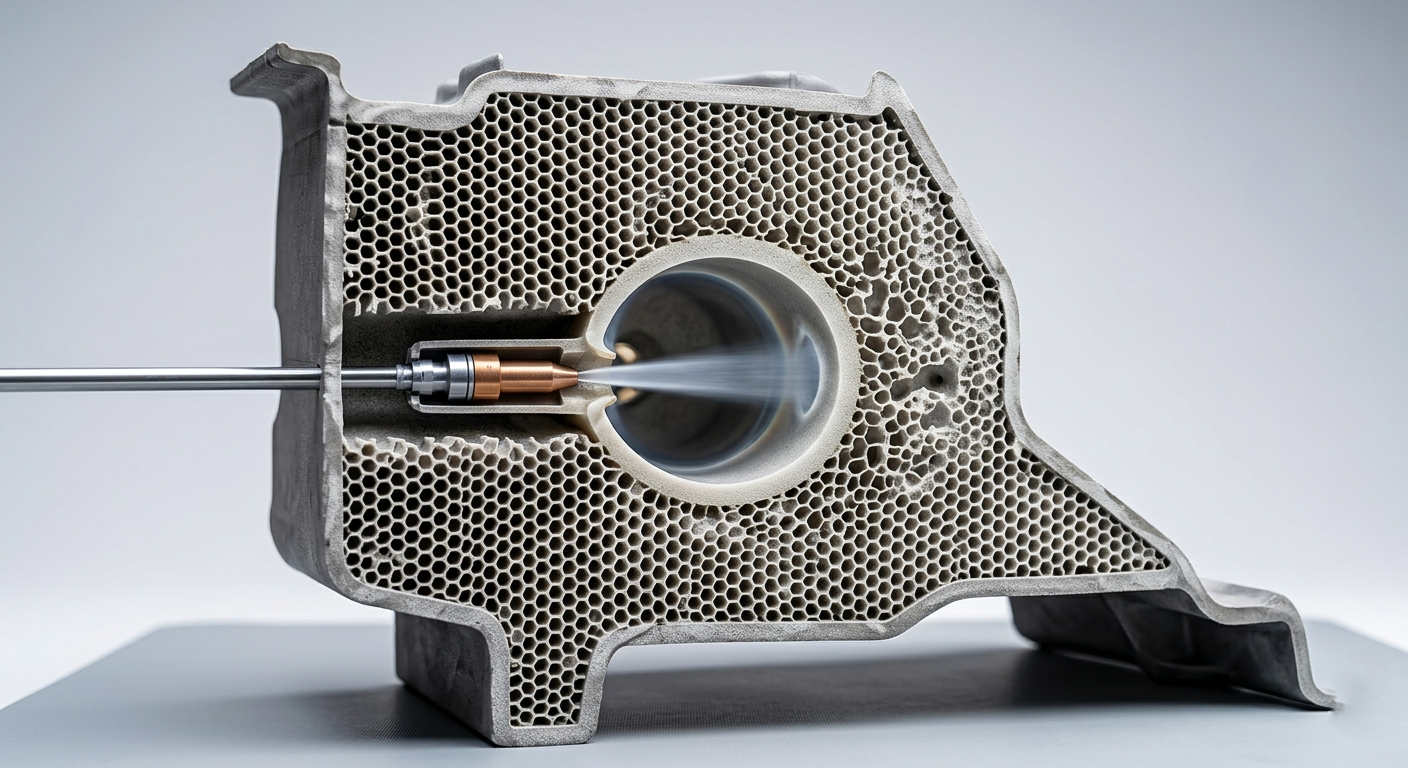
Structural foam injection molding is a low-pressure process in which a blowing agent (typically nitrogen gas or a chemical blowing agent) is introduced into the molten thermoplastic resin before it is injected into the mould tool.
As the material fills the cavity and pressure drops, the blowing agent expands and creates a cellular, honeycomb-like foam core throughout the interior of the part. The outer layer of the part, in contact with the mould wall, solidifies rapidly under lower pressure to form a smooth, dense skin.
The result is a finished part with:
This structure is why the process is called structural foam, the foam core is not decorative or incidental; it is load-bearing and contributes directly to part rigidity.
| Parameter | Structural Foam Molding | Conventional Injection Molding |
| Injection pressure | Low | High |
| Wall thickness | Typically 4.5 mm to 12.7 mm | Typically 2 mm to 5 mm |
| Part weight | 10% to 30% lighter | Full material weight |
| Tooling cost | Lower (less clamp tonnage required) | Higher for large parts |
| Surface finish | Dense skin; may show slight texture | Smooth (high-gloss achievable) |
| Warpage / sink marks | Reduced due to low cavity pressure | More common in thick sections |
| Best suited for | Large, thick-walled structural parts | Small to medium, cosmetic parts |
The honeycomb foam core reduces overall part weight by 10% to 30% compared to equivalent solid-moulded parts, while the integral outer skin maintains rigidity and structural integrity. This high stiffness-to-weight ratio makes structural foam a direct replacement for heavier materials including metal, wood, concrete, and fibreglass in many industrial applications.
The low-pressure fill and the internal expansion of the blowing agent compensate for material shrinkage during cooling. This substantially reduces the sink marks and warpage that commonly occur in thick-walled conventional injection moulded parts, making structural foam the preferred process for large panels and housings.
Because the process operates at significantly lower cavity pressures, larger parts can be produced on smaller, lower-clamp-force machines. This reduces equipment costs and opens production to a wider range of mould sizes.
The low-pressure process and cellular core produce parts with consistent wall sections and reduced internal stress. Structural foam parts are noted for high dimensional stability, which is important for large enclosures and assemblies where fit and alignment are critical.
A wide range of commodity and engineering thermoplastics can be processed using structural foam, including polypropylene (PP), acrylonitrile butadiene styrene (ABS), polyethylene (PE), polycarbonate (PC), PC+ABS blends, and glass-filled variants. Flame-retardant grades are also available for applications with specific flammability requirements.
Structural foam molding can use recycled post-consumer resins without substantially reducing the physical properties of the finished part. The parts themselves are recyclable at end of product life. Combined with reduced material usage per part, this lowers the overall environmental footprint of production.
Lower material consumption per part, reduced tooling investment (aluminium or lower-grade steel tools are viable at lower pressures), and the ability to run large parts on lower-clamp machines all contribute to lower overall production costs, particularly at higher volumes.
Structural foam molding has specific design requirements that differ from conventional injection molding. PTD’s engineering team works with customers during the design phase to ensure parts are optimised for the process.
| Material | Key Properties | Typical Applications |
| Polypropylene (PP) | Lightweight, chemical resistant, cost-effective | Enclosures, pallets, housings |
| ABS | Impact resistant, good surface quality | Equipment panels, covers |
| PC+ABS | High impact, dimensional stability | Industrial enclosures, structural panels |
| Polyethylene (PE) | Flexible, chemical resistant, low cost | Outdoor products, tanks |
| Glass-filled resins | Enhanced stiffness and rigidity | Structural and mechanical components |
The standard form of the process, using low injection pressure and a blowing agent to fill and expand the part. Well-suited for large, thick-walled structural housings and enclosures.

A variant of the process that uses conventional injection pressures, typically with a mould-opening step after fill. This produces a better cosmetic surface while retaining the weight savings of the foam core.
In some applications, nitrogen gas assist is used in conjunction with structural foam to further optimise large panels. This combination provides hollow channels for additional weight reduction and improved surface quality on visible faces.







The recommended minimum nominal wall thickness is approximately 4.5 mm, with an optimal wall section of around 6.35 mm. Walls thinner than this may not provide sufficient space for the blowing agent to expand and create the cellular foam core. Thicker walls above 12.7 mm are possible but increase cycle time and add to cost.
Parts produced using structural foam molding are typically 10% to 30% lighter than equivalent solid injection moulded parts. The actual weight reduction depends on wall thickness, the resin selected, and the blowing agent dosage.
Structural foam parts maintain high rigidity and stiffness-to-weight ratio due to the integral solid outer skin. While tensile strength is lower than a fully solid part of the same cross-section, the efficient use of material through the foam core means structural foam parts can be designed to be stiffer per unit weight than solid alternatives.
Yes. The solid outer skin of a structural foam part can be painted, textured, or finished. Mould texturing is commonly applied to improve the cosmetic surface and reduce the visibility of any slight surface swirling inherent to the low-pressure process.
Both processes introduce gas into or alongside the melt to achieve weight reduction and eliminate sink marks. In structural foam molding, the gas or blowing agent creates a distributed cellular core throughout the part. In gas assist molding, pressurised nitrogen is channelled through specific hollow passages inside the part. The two processes serve overlapping but distinct design requirements and can be combined for certain large-panel applications.
Yes. Structural foam molding is compatible with recycled post-consumer resins, and the process can incorporate high percentages of recycled material without substantially reducing the physical properties of the finished part.
Because structural foam operates at significantly lower cavity pressures, tooling does not need to withstand the same clamp forces as high-pressure injection molds. This allows the use of aluminium or lower-grade steel tooling, which reduces upfront tooling investment. The cost advantage increases with part size, as high-pressure tooling for very large parts requires substantial steel and high-tonnage presses.