+604 332 2335
sales@professional-tools.com
+604 332 2335
sales@professional-tools.com
")

When manufacturers talk about reducing plastic part costs, the conversation usually centres on material prices, machine rates or labour. Tooling rarely gets the same attention, despite being one of the most significant upstream factors in determining what a part actually costs to produce at scale.
The quality of a mould not only affects whether a part looks right, but typically influences how fast each cycle runs, how consistently parts come out, how often the line stops for corrections and how long the tool remains serviceable before it needs repair or replacement. All of these variables translate directly into ringgit per part. Understanding this relationship is essential for anyone making decisions about mould fabrication in Malaysia, whether for a new product launch or a transfer of existing tooling.
Plastic injection moulding Malaysia is a highly repeatable process, but that repeatability is entirely dependent on the quality of the tool driving it. A well-built mould will produce consistent, dimensionally accurate parts cycle after cycle, across thousands or millions of shots. A poorly built mould introduces variation from the start and compounds that variation over time as the tool wears unevenly or requires repeated adjustment.
This matters because in injection moulding, the mould does not only define the shape of the part. It controls the filling behaviour of the molten plastic, the rate and uniformity of cooling, the pressure at which the material solidifies and the ease with which the finished part is ejected. Each of these factors is largely determined at the design and fabrication stage. Once the tool is cut, your options for correcting fundamental design errors are limited and expensive.
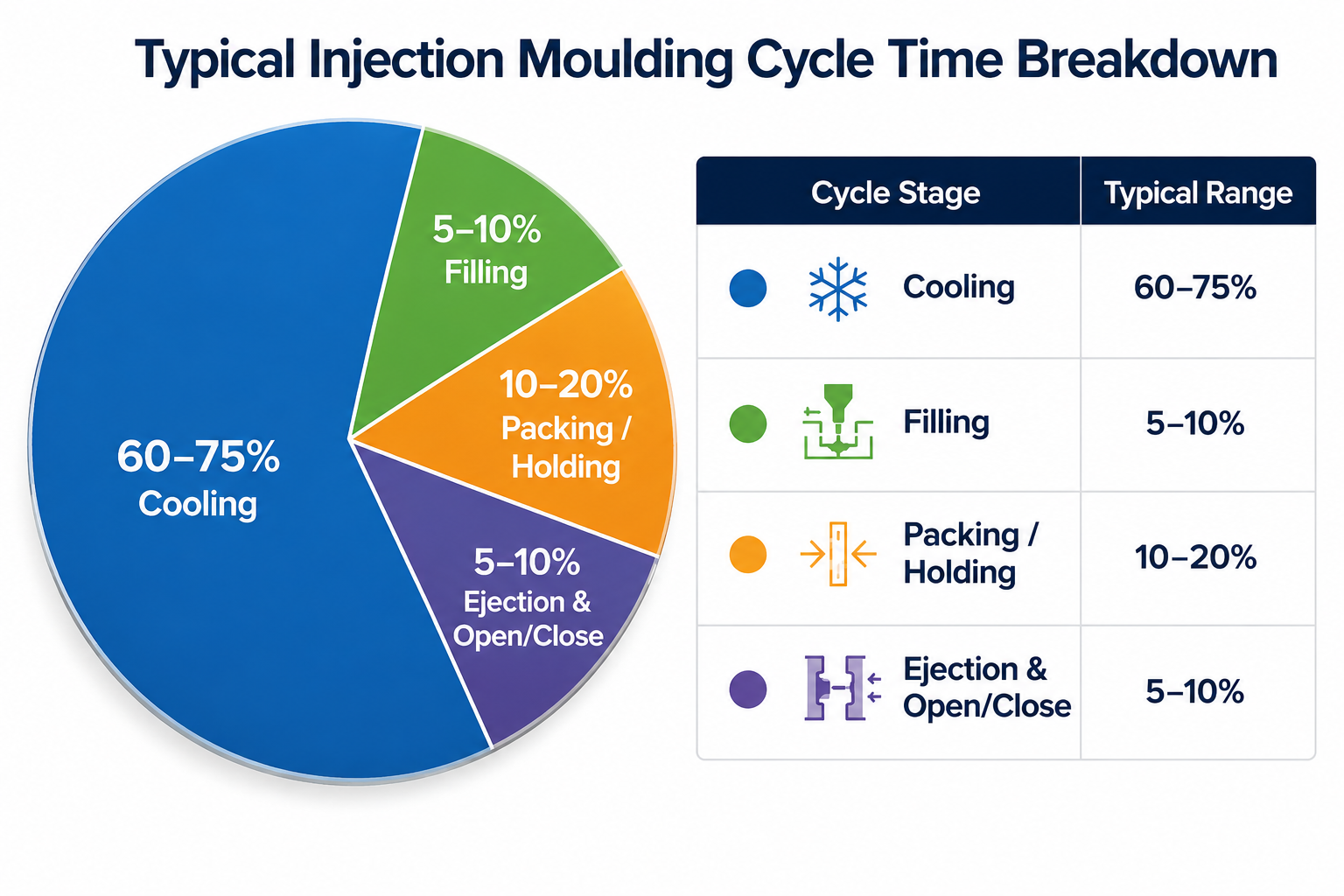
Cycle time is the most direct driver of per-part cost in injection moulding. The faster a part can be produced within acceptable quality parameters, the lower the machine time cost per unit. This becomes particularly significant at high production volumes, where even a reduction of a few seconds per cycle translates into hundreds of machine hours saved over the life of a programme.
The cooling stage accounts for the largest share of total cycle time. Depending on the part geometry and material, cooling typically represents between 60 and 75 percent of the total injection moulding cycle. This means that how the mould’s cooling system is designed has a greater influence on output rate than almost any other variable.
A well-engineered cooling system positions channels at appropriate distances from the cavity surface, maintains uniform coolant flow and removes heat evenly across the tool.
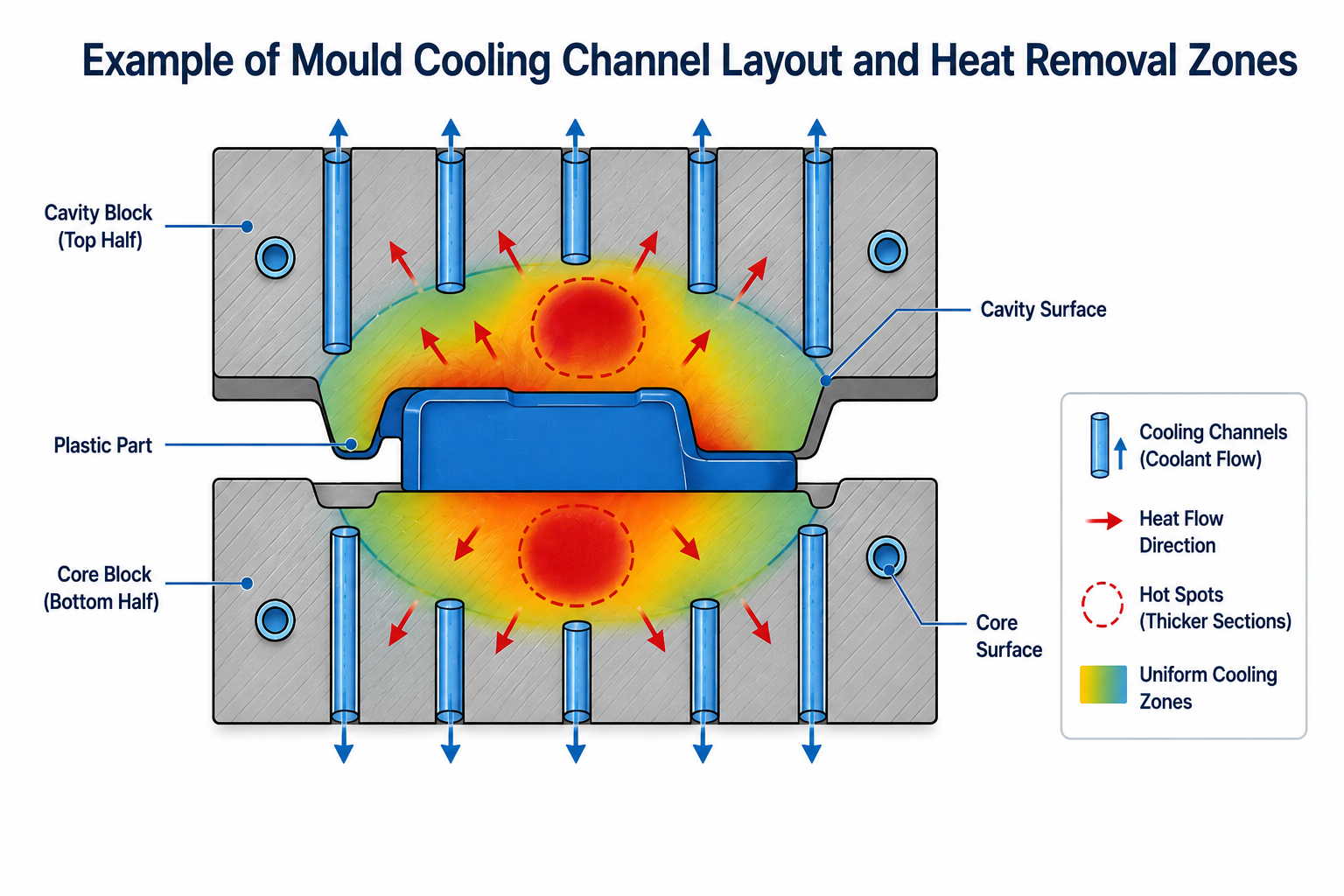
When cooling is uneven, the mould must be held closed for longer to allow the slowest-cooling section to reach a safe ejection temperature. This extends every cycle and reduces the number of parts produced per shift.
Poor cooling design also causes quality problems that add their own cost. Warpage, sink marks and dimensional variation are common outcomes of uneven cooling. These are not simply cosmetic issues. Warped parts may not assemble correctly. Parts with dimensional variation outside tolerance must be sorted, reworked or scrapped. Each of these outcomes adds cost that would not exist if the mould had been built correctly.
Defects in injection-moulded parts are often traced back to mould design or fabrication quality rather than process settings alone. Understanding where the most common defects originate helps clarify why investing in a well-built mould is a cost decision, not just a quality one.
Sink marks are depressions that form on the surface of a part when thicker sections cool and shrink at a slower rate than the surrounding material. The outer skin solidifies first and as the interior material cools and contracts, it pulls the surface inward. Sink marks are frequently caused by inconsistent wall thickness in the mould cavity or inadequate packing pressure resulting from poor gate design. Parts with visible sink marks are typically rejected, particularly in consumer-facing or precision applications.
Warpage occurs when different sections of a part cool and shrink at different rates, creating internal stresses that distort the shape after ejection. This is primarily a cooling system problem. When the mould does not remove heat uniformly, some areas solidify under residual stress and the part warps as those stresses relax. Warped parts in assembly-critical applications either fail to fit or require costly correction before use.
Flash is excess material that escapes through the parting line, where the two halves of the mould meet or through gaps at ejector pin locations. It is caused by worn tooling, poor mould fit, excessive injection pressure relative to clamp force or sharp transitions in the parting geometry. Flash requires manual trimming as a secondary operation, adding labour cost and creating a risk of inconsistency in the finished part.
Short shots occur when the mould cavity is not fully filled, typically because flow resistance is too high or the gate size and location are not suited to the part geometry. These parts are incomplete and must be scrapped entirely.
Each of these defects increases the real cost of production by raising scrap rates, adding secondary operations and in some cases requiring tooling modifications after the fact. According to research, flash, sink marks, weld lines, short shots and warpage are among the most common injection moulding defects encountered in production. One of the most effective ways to reduce them is to address their root causes at the tooling design and fabrication stage.
Design for Manufacturability, commonly referred to as DFM, is the process of reviewing a part design against the practical requirements of the injection moulding process before tooling fabrication begins. A thorough DFM review identifies features in the part geometry that are likely to cause problems in production and proposes modifications that preserve the part’s function while making it easier and less costly to produce.
Key areas examined during DFM include wall thickness uniformity, draft angles for ejection, rib geometry, gate location and the presence of undercuts that would require additional mould complexity. Inconsistent wall thickness is one of the most common sources of defects, because sections of different thickness cool at different rates, causing the differential shrinkage that leads to sink marks and warpage. DFM review catches these issues in the design file before they are locked into a physical tool.
The cost benefits of Design for Manufacturability (DFM) are well established across engineering and manufacturing industries. Studies in systems engineering consistently show that design decisions made during the early development stage determine a significant proportion of the total lifecycle cost of a product, while design changes become progressively more expensive as development advances. Once tooling fabrication has begun, modifications may require tool rework, validation activities, production delays and additional engineering resources. For manufacturers in Malaysia running high-volume production programmes, identifying manufacturability issues before the mould is fabricated can help reduce development costs, minimise launch delays and improve overall production efficiency.
DFM is also directly linked to cycle time. A part designed with uniform wall thickness, appropriate draft angles and properly located gates will cool faster and more evenly than one with thick sections, steep walls and restricted flow paths. The mould built from that design will run at a shorter cycle and produce fewer rejects from the outset.
The steel used to fabricate a mould determines how long it remains serviceable and what type of plastic materials it can process reliably. This is a practical cost consideration because the tooling investment is amortised over the number of parts the mould produces during its working life. A mould that wears out or requires major repair before the end of a production programme drives up the tooling cost per part and risks unplanned downtime.
Different grades of tooling steel offer different balances of hardness, machinability and wear resistance. Producing precision mould components often requires advanced CNC machining turning Malaysia capabilities to achieve the dimensional accuracy and surface finish required for long-term tool performance. Pre-hardened steels are easier to machine and are suited to general-purpose applications and medium production volumes. Through-hardened steels, which are machined first and then heat-treated to higher hardness, offer greater wear resistance and are better suited to high-volume programmes, glass-filled or abrasive resins or applications requiring very tight dimensional consistency over many millions of cycles. Stainless tool steels are used where the resin being processed is corrosive or where the part requires a very high mirror finish, such as in optical or medical applications.
Selecting the wrong steel grade for the application is a common way that mould cost is minimised upfront but increased overall. A mould built from a softer steel to reduce initial cost will wear faster when processing abrasive resins, require earlier maintenance and produce parts that drift out of tolerance as cavity surfaces degrade. The correct choice of steel, made at the design stage based on the resin type, production volume and part geometry, reduces total tooling cost over the life of the programme.
For manufacturers sourcing plastic parts in Malaysia, one practical consideration is whether the tooling is fabricated in-house by the moulding company or outsourced to a separate toolmaker. Many plastic injection moulding manufacturers Malaysia integrate tooling and production under one facility to improve communication, shorten development cycles and maintain tighter quality control throughout the product lifecycle. When the same organisation designs, builds and runs the mould, there is a direct line of accountability between the toolroom and the production floor. Problems identified during moulding trials are resolved by the same engineers who built the tool, which shortens the correction cycle and reduces the communication overhead that comes with managing two separate suppliers.
Vertical integration also means that tooling maintenance and repair are handled without the delays of shipping tools to external suppliers. An in-house maintenance department can service tools between production runs, replace wear components before they cause quality problems and respond quickly when a tool requires attention during a production programme.
This continuity between toolmaking and production is particularly relevant for customers seeking injection molding contract manufacturing services, especially in industries such as medical devices, automotive and electronics where quality requirements and validation processes are more stringent. Having a single accountable partner who manages both the tooling and the moulding process simplifies this considerably.
When evaluating a mould fabrication supplier, the questions worth asking go beyond price and lead time. The quality of the DFM process before fabrication begins, the range of in-house machining capabilities, the steel grades available and how they are selected, the approach to cooling system design and the existence of a dedicated tool maintenance function all have a measurable impact on the long-term cost of any plastic part programme.
A mould is not a one-time cost. It is the asset that strongly influences your per-part cost, your reject rate, your cycle time and your production continuity for the entire life of the product. The same tooling principles also apply to sheet metal stamping dies, where die quality directly influences dimensional consistency, production speed and long-term manufacturing efficiency. Evaluating it on that basis, rather than on upfront tooling cost alone, is the approach that consistently produces better outcomes.
Looking for reliable mould & dies fabrication Malaysia services? Professional Tools & Dies Sdn Bhd has been fabricating precision moulds, dies, jigs and fixtures in Malaysia since 1990. Our toolroom supports the full toolmaking process in-house, from DFM and mould flow analysis through CNC machining, EDM, wire-cut EDM, heat treatment and precision grinding, serving customers in automotive, medical devices, electronics, semiconductor and industrial equipment manufacturing.
Contact us to discuss your tooling requirements.
A mould may be contributing to excessive production costs if you experience long cycle times, recurring defects, high scrap rates, frequent tool maintenance or inconsistent part dimensions. Common indicators include sink marks, warpage, flash, short shots and unplanned machine downtime. In many cases, these issues originate from tooling design factors such as inadequate cooling, poor gate placement or insufficient wear resistance. Evaluating the mould’s performance over its lifecycle often reveals opportunities to reduce the cost per part through tooling improvements.
For most medium to high-volume production programmes, a higher-quality mould typically delivers a lower total cost of ownership. Precision-engineered tooling can reduce cycle time, improve dimensional consistency, minimise scrap and extend tool lifespan. While the initial tooling investment may be higher, the savings generated through improved productivity, reduced scrap and lower maintenance cost typically recover the additional tooling investment within the production programme.
The most accurate quotations are based on detailed product and production requirements. Typical information includes part drawings or 3D CAD files, material specifications, annual production volume, expected tool lifespan or total production cycles, target tolerances, surface finish requirements and any secondary processes such as assembly or insert moulding. Providing this information allows the tooling team to perform a Design for Manufacturability (DFM) review and recommend the most suitable mould design and steel selection.
Mould design directly influences how molten plastic fills, cools and solidifies within the cavity. Factors such as gate location, cooling channel layout, venting and ejection design all affect part quality. A well-designed mould promotes uniform cooling and material flow, helping to reduce defects such as warpage, sink marks, flash and dimensional variation. Consistent tooling design is essential for maintaining repeatable quality across high-volume production runs.
Working with a supplier that provides both mould fabrication and production moulding can offer several advantages. Because the same engineering team is responsible for tool design, mould trials, production optimisation and maintenance, issues can often be identified and resolved more quickly. This integrated approach is particularly valuable for programmes in regulated industries such as medical devices and automotive, where tooling changes require documentation and process requalification.
Disclaimer Statement
We hope you found this article informative. Our content is intended for general informational purposes only and does not constitute advice or necessarily reflect the full range of services offered by Professional Tools & Dies Sdn. Bhd.
Readers are advised to consult with a qualified industry professional and contact our experts for tooling’s recommendations specific to their individual project needs. While we strive for accuracy and completeness in our blog posts, we cannot guarantee they are error-free. Professional Tools & Dies Sdn. Bhd. assumes no responsibility for any errors or omissions.


